




Vòng bi composite ma trận gốm bảo vệ máy bơm khỏi các điều kiện vận hành khắc nghiệt
Giảm thiểu thời gian ngừng hoạt động của máy bơm ảnh hưởng trực tiếp đến lợi nhuận. Máy bơm có động cơ và động cơ đóng hộp không cần dẫn động, phổ biến trong các ngành công nghiệp hóa dầu và năng lượng, nâng cao độ tin cậy và giảm lượng khí thải và rò rỉ so với các máy bơm kín truyền thống hơn. Sự lựa chọn giữa máy bơm không cánh và máy bơm kín thường liên quan đến việc tiết kiệm cả về thời gian và tiền bạc. Lựa chọn đúng cũng có thể ảnh hưởng đến sức khỏe tổng thể và độ tin cậy của các hoạt động.
Giới hạn vật liệu chịu lực
Máy bơm không cánh sử dụng vòng bi tay áo thường được gia công từ than chì cacbon hoặc cacbua silic nung kết (SiC). Độ cứng của những vật liệu này cho phép chúng chịu mài mòn trong quá trình bơm vật liệu rắn kết hợp. Tuy nhiên, hiệu suất chạy khô hạn chế của than chì cacbon làm giảm việc sử dụng nó đối với các hệ thống có tải trọng tối thiểu và bôi trơn liên tục.
Vòng bi SiC có tính năng chịu mài mòn tuyệt vời, chống mài mòn và kháng hóa chất nhưng có thể bị gãy giòn nghiêm trọng.
Vòng bi gặp khó khăn trong việc hấp thụ các cú sốc và rung động gặp phải trong các điều kiện không hoạt động của máy bơm. Cả than chì cacbon và SiC đều dễ bị sốc nhiệt và cơ học, dẫn đến đứt gãy và cuối cùng là hỏng ổ trục.
Các vòng bi than chì và SiC hoạt động tốt trong điều kiện vận hành máy bơm ở trạng thái ổn định nhưng dễ bị hỏng hóc nghiêm trọng trong điều kiện máy bơm không hoạt động bình thường. Trong một lần hỏng ổ trục nghiêm trọng, các mảnh gốm có độ cứng cao có thể dẫn đến hỏng toàn bộ máy bơm. Sự thất bại dẫn đến thời gian ngừng hoạt động đáng kể và gánh nặng tài chính.
Hợp chất gốm hiệu suất cao
Một hỗn hợp ma trận gốm (CMC) được phát triển để giải quyết những thiếu sót của vật liệu chịu lực nguyên khối. Hợp chất hiệu suất cao được thiết kế để có các đặc tính chống mài mòn và chống ăn mòn tương tự so với gốm SiC nguyên khối. Composite hiển thị khả năng chống đứt gãy cao hơn, độ cứng bề mặt có thể điều chỉnh được và khả năng kiểm soát độ dẫn nhiệt và điện.
CMC được cấu tạo từ vật liệu được gia cố bằng sợi với ma trận silicon oxycarbide hoặc silicon carbide. Các đặc tính bề mặt, khối lượng lớn và chất rắn có thể được điều chỉnh thông qua chất độn và xử lý bề mặt sợi, điều chỉnh vật liệu được thiết kế cho các ứng dụng cụ thể. Ví dụ, hệ số giãn nở nhiệt thấp của composite có thể được kiểm soát bằng cách thay đổi độ kết tinh khối lượng lớn, loại sợi bên trong và cấu trúc sợi. Trong ứng dụng ổ trục, vật liệu kỹ thuật đã sửa đổi có thể được sử dụng khi tiếp xúc trực tiếp với trục thép không gỉ, giảm thiểu nhu cầu về vòng dung sai bằng kim loại để tạo ra sự phù hợp giao thoa.
Các kỹ sư tại JX Nippon Chemical Texas Inc. ở Pasadena, Texas, đã làm việc với các nhà cung cấp để thực hiện thử nghiệm trên các vòng bi CMC được gia cố bằng sợi carbon. Công ty muốn giảm thời gian ngừng hoạt động từ việc thay thế thường xuyên vòng bi graphite carbon nguyên khối OEM. Các ổ trục thường xuyên bị hỏng do các vết nứt do rung động trong quá trình xâm thực và / hoặc điều kiện vận hành khô.
Các kỹ sư của JX Nippon tin rằng khả năng chống đứt gãy cơ học và nhiệt của CMC sẽ làm tăng khả năng phục hồi của ổ trục trong điều kiện máy bơm không hoạt động.
Bốn giai đoạn kiểm tra
Máy bơm động cơ đóng hộp Teikoku USA Inc. G-362 lưu hành nội bộ với trục quay được tráng Stellite 1 được dùng làm thiết bị thử nghiệm (xem Hình 1). Chất lỏng quá trình là một hydrocacbon thơm xung quanh có độ nhớt là 3,0 centipoise (cP) và áp suất xả là 100 pound trên inch vuông (psig). Các cụm vòng bi CMC của thử nghiệm được cung cấp theo bản vẽ chế tạo và bao gồm lõi CMC đã gia công được ép nhiệt và ghim trong một giá đỡ bằng thép (xem Hình 2).
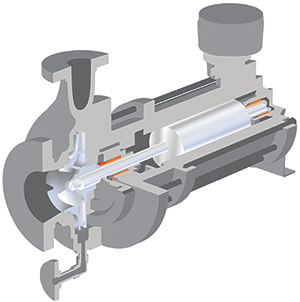
Hình 1. Máy bơm động cơ đóng hộp với vòng bi composite ma trận gốm màu cam
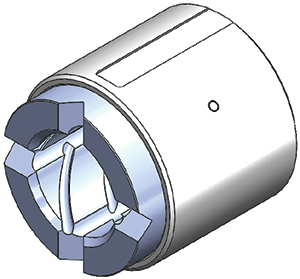
Hình 2. Vòng bi composite ma trận gốm và cụm giá đỡ bằng thép được ghim
Bộ ổ trục CMC, được định nghĩa là cả cụm giá đỡ vị trí phía trước và phía sau, đã phải chịu thử nghiệm sau đây trong bốn giai đoạn. Giai đoạn đầu tiên chạy máy bơm với các ổ trục CMC trong sáu giờ để đảm bảo không có vấn đề gì xảy ra ngay lập tức. Giai đoạn thứ hai chạy máy bơm trong điều kiện hoạt động bình thường trong 30 ngày. Chất lỏng trong quá trình được tuần hoàn để đảm bảo máy bơm chạy ít nhất 40 giờ mỗi tuần. Máy bơm được tháo rời, kiểm tra, đo đạc và sau đó được chế tạo lại sau 30 ngày thử nghiệm. Tổng thời gian chạy máy bơm là 171,75 giờ.
Trong giai đoạn thứ ba, máy bơm đã trải qua quá trình xâm thực có kiểm soát trong tám chu kỳ, mỗi chu kỳ năm phút. Các chu kỳ xâm thực được kiểm soát và tạo ra bởi các van nội tuyến cách cả hút và xả khoảng 5 feet. Sự tạo bọt khí của máy bơm được tạo ra ở mức độ vừa phải và sau đó tăng lên. Máy bơm đã được tháo rời, kiểm tra, đo đạc và sau đó được chế tạo lại sau khi thử nghiệm xâm thực.
Trong giai đoạn thứ tư và cuối cùng, ban đầu máy bơm chạy khô trong thời gian ngắn. Sau đó, máy bơm được khởi động trong điều kiện hoạt động bình thường, tiếp theo là chất lỏng quá trình được thổi ra khỏi máy bơm. Chất lỏng quá trình làm ướt các ổ trục mà không làm ngập chúng. Sau khi chạy khô, máy bơm được mồi và đưa trở lại điều kiện hoạt động bình thường mô phỏng điều kiện sốc nhiệt. Cuộc chạy khô kéo dài khoảng tám phút; quá trình ổn định mất khoảng 14 phút.
Giai đoạn khô hạn dài hơn nối tiếp giai đoạn khô hạn ngắn. Máy bơm đã được đưa về điều kiện hoạt động bình thường và đường hút đã được ngắt hoàn toàn. Sau khi chạy khô, van hút được mở và đưa máy bơm trở lại điều kiện hoạt động bình thường để mô phỏng sốc nhiệt. Sau đó, máy bơm được tháo rời, kiểm tra, đo đạc và chế tạo lại sau quá trình chạy thử nghiệm dài ngày. Cuộc chạy khô kéo dài khoảng 21 phút; quá trình ổn định mất khoảng năm giây.
Khả năng tạo khoang và chạy khô
Bảng 1 cho thấy kết quả của thử nghiệm bốn giai đoạn. Hai giai đoạn đầu tiên của thử nghiệm đảm bảo vòng bi CMC sẽ hoạt động đúng chức năng trong điều kiện làm việc bình thường. Không có sự mài mòn đáng chú ý nào xảy ra đối với đường kính ngoài của vật mang thép hoặc đường kính trong của CMC sau 30 ngày thử nghiệm, có thể so sánh với vòng bi OEM và phù hợp với kỳ vọng về hiệu suất.
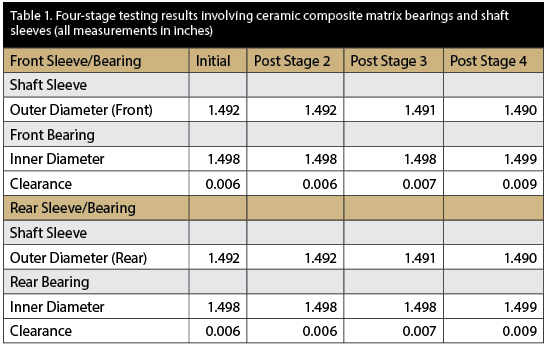
Bảng 1. Kết quả thử nghiệm bốn giai đoạn liên quan đến vòng bi ma trận hỗn hợp gốm và ống bọc trục (tất cả các phép đo bằng inch)
Giai đoạn thứ ba theo dõi ảnh hưởng của sự xâm thực lặp đi lặp lại đối với vòng bi CMC, một điểm hư hỏng đã biết đối với vòng bi OEM. Trong khi phần mang thép phía trước và phía sau đã mòn 0,001 inch, không vòng bi CMC nào hiển thị độ mòn có thể đo lường được hoặc không ổn định về cấu trúc. Những kết quả này phù hợp với phép đo khe hở, chỉ cho thấy sự tăng trưởng 0,001 inch.
Giai đoạn thứ tư theo dõi ảnh hưởng của điều kiện vận hành khô kéo dài đến hiệu suất của vòng bi CMC.
Trong khi vòng bi thép và mỗi vòng bi CMC mòn thêm 0,001 inch trong quá trình thử nghiệm, các vòng bi này vẫn ổn định về mặt cấu trúc và tiếp tục hoạt động trong điều kiện vận hành khô.

Hình ảnh 1. Vòng bi composite ma trận gốm nguyên vẹn về cấu trúc sau khi thử nghiệm bốn giai đoạn và tháo rời máy bơm
Việc kiểm tra các vòng bi sau khi tháo rời máy bơm cho thấy cả hai vòng bi hoàn toàn nguyên vẹn, không có dấu hiệu gãy hoặc hư hỏng do sốc nhiệt (xem Hình 1). Vòng bi than chì carbon OEM bị lỗi nghiêm trọng trong quá trình thử nghiệm tương tự.
Sự kết luận
CMC giải quyết nhiều vấn đề liên quan đến các ứng dụng ổ trục hiệu suất cao.
Trong quá trình thử nghiệm, vòng bi CMC thể hiện các đặc tính chống mài mòn tuyệt vời. Chúng hoạt động tốt trong quá trình bơm và không bị gãy.
Vòng bi CMC thể hiện khả năng chống sốc nhiệt tuyệt vời. Nhiệt độ cao trong thời gian chạy khô kéo dài không làm hỏng ổ trục, ổ trục này nhanh chóng được làm mát trong chất lỏng của quá trình môi trường xung quanh. Vòng bi CMC và trục quay có độ hở tăng tối thiểu 0,003 inch so với độ hở ban đầu là 0,006 inch sau thử nghiệm bốn giai đoạn.
Tương tự, các vòng bi graphit carbon ban đầu đã bị hỏng một cách thảm khốc sau khi bị nứt vỡ do rung động xâm thực và sốc nhiệt khi chạy khô.
Sau khi thử nghiệm, vòng bi CMC đã được lắp vào bốn máy bơm động cơ đóng hộp tại cơ sở JX Nippon Chemical Texas Inc. Các vòng bi đã hoạt động mà không có sự cố trong hơn hai năm. Trong lịch sử, các vòng bi graphite carbon OEM được thay thế sau mỗi 3-5 tháng sau khi hỏng hóc ở các địa điểm có nhiệm vụ bảo dưỡng khắc nghiệt. Tuổi thọ hiệu suất của vòng bi CMC tăng gấp 5 đến 8 lần so với vòng bi graphit cacbon.